Part Two: Designing Products for Rotational Molding
Corner Radii
Part Two: Designing Products for Rotational Molding
Corner RadiiCorner Radii
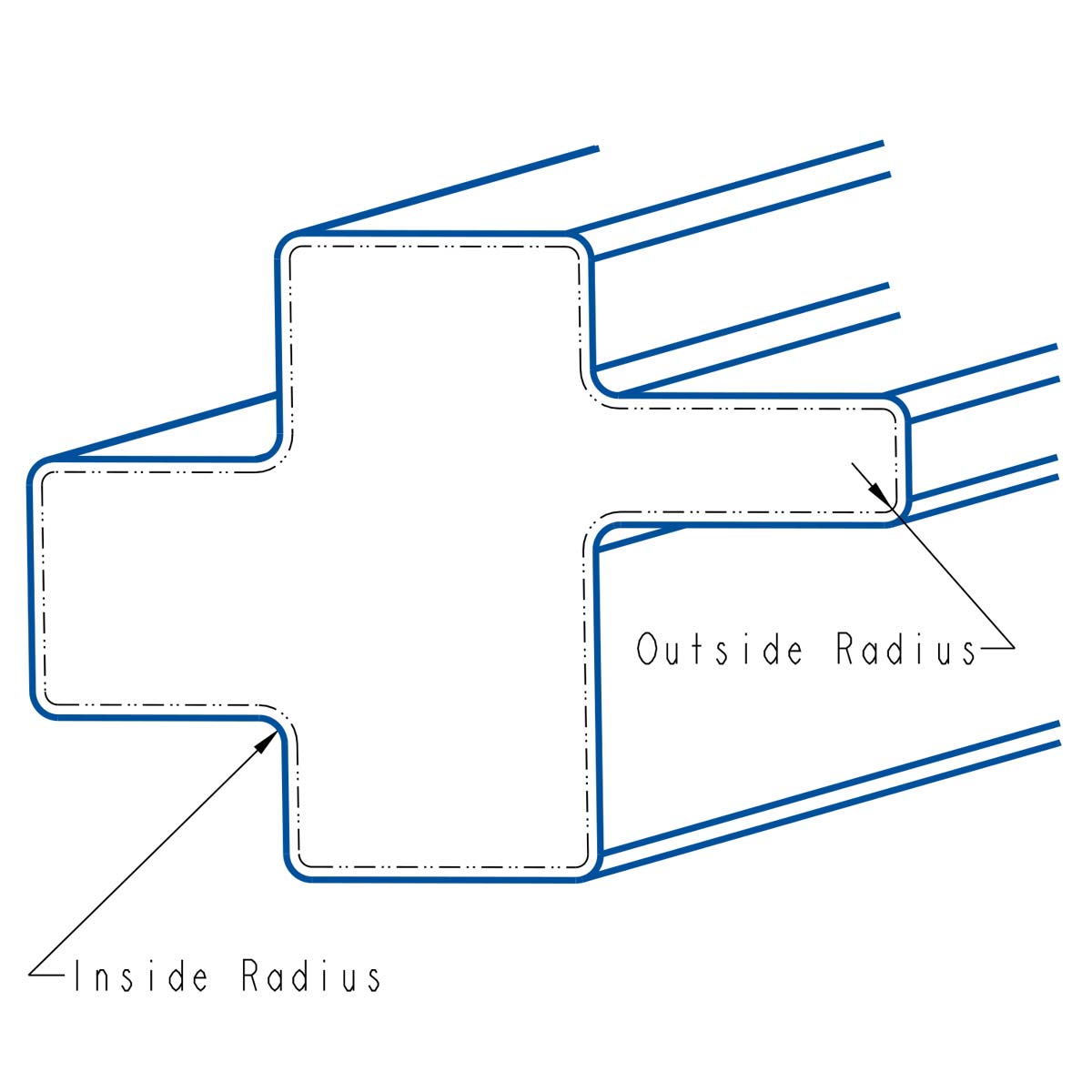
Radii on the corners of plastic parts perform two primary functions:
- They distribute the stress over a broader area and add to the strength of the part
- They improve the molding of corners and therefore overall part quality
As a general rule, high corner stresses will be generated if radii on inside corners are less than 25% of the nominal wall thickness. The optimum corner radius size is 75% of wall thickness; larger radii will have little additional beneficial effect.
In terms of moldability, large radii will result in better consistency in the part. Sharp inside corners will not fill as easily with powder and may be the last sections of the mold to heat up. These effects combine to create the potential for bridging effects and defects on the part. In addition, inside corners will tend to be thinner than the nominal thickness of the overall part.
Outside corners will generally heat up first and powder pickup will be initiated earlier than for the overall part. Therefore outside corners will tend to be thicker than overall.
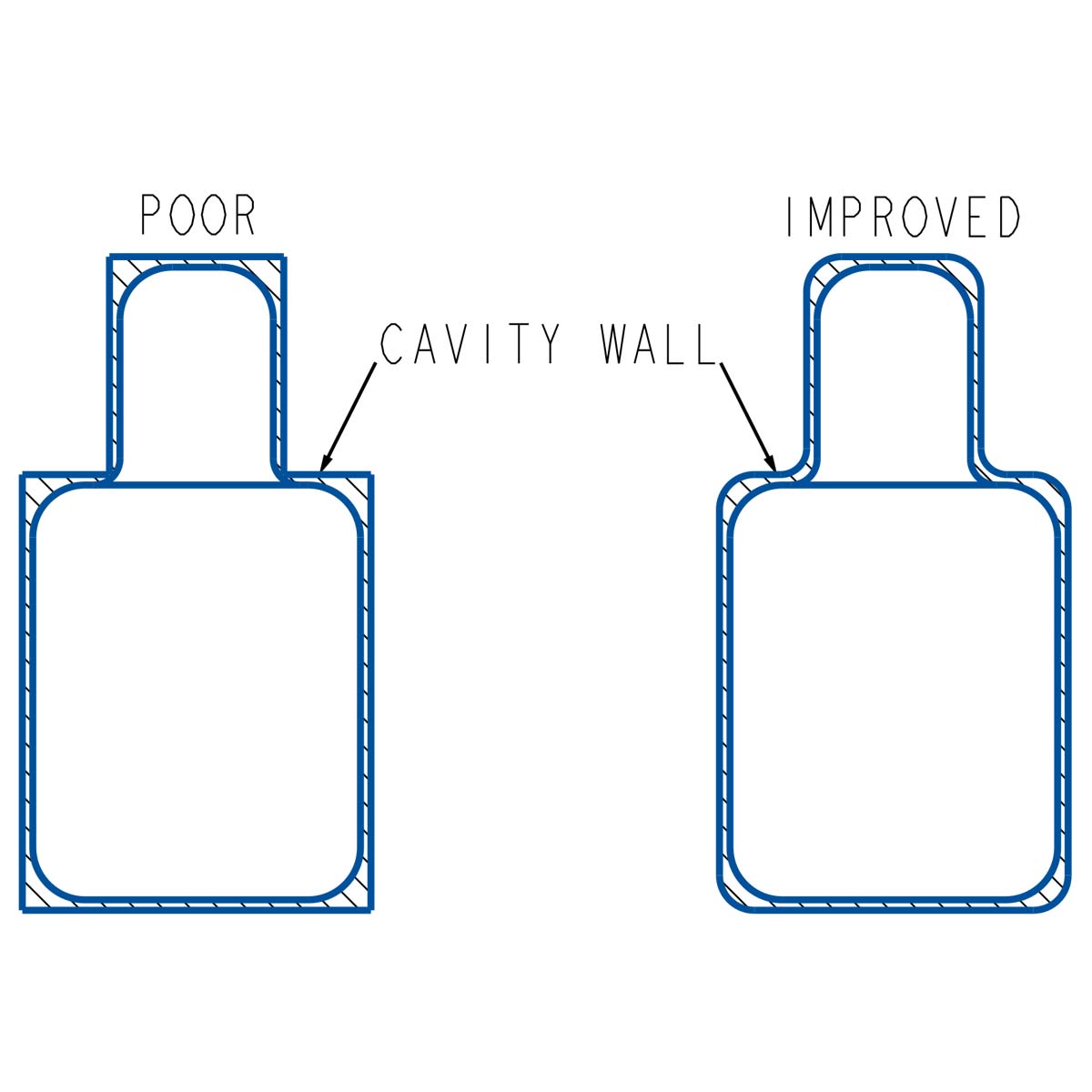
Figs 28 & 29 illustrate these effects. The additional thickness of wall material on outside corners is usually viewed as an advantage, because this is often where stress is highest.
In view of the potential difficulties, it is highly desirable to radius inside and outside corners of rotomolded plastic parts generously. The size of corner radii should be specified in the part design; recommended values for rotomolded polyethylene items are as follows:
- Ideal design: 0.250 inches (inside corners) 0.250 inches (outside corners)
- Commercial design: 0.187 inches (inside corners) 0.187 inches (outside corners)
- Minimum allowable: 0.060 inches (inside corners) 0.125 inches (outside corners)